圧力容器は化学プラントや工場設備で欠かせない重要な装置です。安全に運用するためには、強度計算が必須ですが、専門的すぎると現場では使いづらいことも。
この記事では、現場技術者向けに圧力容器の強度計算をできるだけシンプルに解説します。実務で役立つポイントを押さえ、安全設計の基礎を理解しましょう。
細かな部分の計算まで含めるとかなり複雑になりますが、オーナーエンジニアでもここは知っておかないといけないという部分を、計算式を交えて解説します。最近では潜水艦の圧壊でも話題になっている通り、圧力容器の設計は設備の安全上とても大事です。
バッチ系化学プラントでも、20号タンクや反応槽の設計をするときに、必ず使います。基本的な部分をしっかり理解しておきましょう!
この記事は、設計圧力シリーズの一部です。
圧力容器の安全な減圧方法|減圧弁と安全弁の正しい使い分け
圧力容器の強度計算をすばやく行う方法|必要最低限のチェックポイント
タンクの設計圧力の設定で注意すべきこと
ガスラインの設計が安全上とても大事な理由|化学プラント
ガスライン設計の限界と反応調整によるプロセス制御の実際
熱交換器とシールポットの使いわけの基礎
大気脚が減圧系のシール装置として大活躍する理由
タンクの気密・水圧・水張試験とは?圧力試験の基本と違いを解説
具体的な計算はこちらのフォームをご利用ください。
ジャケットなしの圧力容器の強度計算
ジャケットなしの圧力容器の強度計算を見てみましょう。
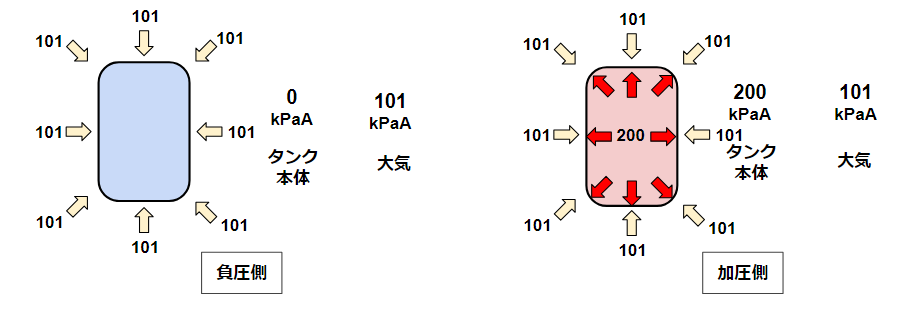
負圧/加圧という圧力方向のパターンと、胴部/鏡部という部位のパターンで、計4パターンあります。
負圧側の強度計算
負圧側の強度計算式を見てみましょう。
加圧側の基礎式よりも複雑です。
胴部
胴部の負圧側の強度計算は多少複雑です。
- ①Lの計算
L=H+2/3h
- ②L/DとD/tの計算
- ③JIS B 8265の付属書からAとBの値を読み取る
- ④許容外圧を計算
最終的に使用する計算式は以下の通りです。
$$ P=\frac{4Bt}{3D} $$
式自体はとても単純ですよね。
計算プロセスが複雑になるのは\(B\)という係数が入っているから。
これをJIS B 8265の付属書のグラフから読み取るという作業が必要になります。
そのためには、Lという計算をしておかないといけません。
タンク形状が一般化されている化学プラントでは、グラフを近似式で置き換えれば、数値計算だけで計算可能となります。
鏡部
負圧側の鏡部の強度計算は以下の通りです。
- ①1.67倍の内圧を受けるとして計算
- ②球形胴の負圧の計算式の一部を読み替えて計算
- ③①と②の大きい方を採用
①の内圧を受ける場合の計算は、加圧側の鏡部の強度計算を見てください。
②の計算は、負圧側の鏡部と同じくAとBという付属書の読み上げが発生します。
かつ、使う計算式が若干変わります。
$$ P=\frac{Bt}{KD} $$
2:1半楕円の場合、\(K=0.9\)となります。
加圧側の強度計算
加圧側の強度計算式を見てみましょう。
圧力容器の強度計算の基本的な部分です。
胴部
胴部の加圧側の強度計算式は以下の通りです。
$$ t=\frac{PD_i}{2ση-1.2P} $$
\(P≦0.385ση\)という条件は付きますが、低圧の圧力容器ならほぼこの式が適用できます。
圧力\(P\)、内径\(D_i\)、許容引張応力\(σ\)、溶接継手効率\(η\)で決まる式で、単純です。
分母の\(1.2P\)の部分は計算結果である板厚を、1ランク上げるために考慮している部分と考えて良いです。
\(η\)は小型低圧の一般的な圧力容器なら0.7とします。
放射性透過試験をすれば1.0となり必要な板厚を下げることができますが、検査をしないことが多いので代わりに板厚を上げましょうということですね。
鏡部
鏡部の加圧側の強度計算式は以下の通りです。
$$ t=\frac{PDK}{2ση-0.2P} $$
微妙に係数が違ったりしますが、基本的な形は胴側と同じです。
\(K\)という係数が入っていますが、これは以下の値です。
$$ K=\frac{1}{6}(2+(D/2h)^2)=\frac{1}{6}(2+2^2)=1$$
\(D\)はフランジ内径、\(2h\)は半楕円鏡板の内短径ですが、2:1半楕円鏡板が一般的ですので一定の値になります。
計算結果は、胴部の加圧側とほぼ変わりありません。
負圧と加圧の計算式の比較
強度計算では、以下の部分が分かりにくいです。
内圧に対して外圧にはどれくらい弱いのだろうか・・・
これを調べるには、計算式を若干整理すると良いでしょう。
胴部
負圧側の胴部の計算式
$$ t=\frac{PD}{4/3B} $$
\(B\)はSS400やSUS304などの一般的な物であれば、高くても50~100くらいの値です。
加圧側の胴部の計算式
$$ t=\frac{PD_i}{2ση} $$
\(1.2P\)の部分は省略しています。
\(σ\)はSS400やSUS304では100くらいの数字です。
計算式で異なる部分である、分母に着目しましょう。
| 分母 | η=0.7 | σ=100 | |
| 負圧① | 1.2ση | 0.84σ | 84 |
| 負圧② | 4/3B | 1.3B | 1.3B |
| 加圧 | 2ση | 1.4σ | 140 |
加圧側と負圧側①(1.67倍)の違いは、1.67という違いだけです。
1.67倍をするということは、分母に\(1/1.67(=0.6)\)という係数を掛けることと同じです。
ここでは分母に0.6を掛けて比較をしています。
負圧側①と負圧側②の比較は、84と1.3Bという値だけです。
\(B\)が60~70くらいの範囲で、負圧側①と負圧側②の大小関係が入れ替わります。
加圧側と負圧側②の強度計算式を比較しても係数部分は、加圧側の\(2η=2*0.7=1.4\)で、負圧側は\(4/3=1.3\)とほぼ変わりません。
\(B\)の値が100だとほぼ同じ値ですが、それより低いと必要板厚が増える側になります。
鏡部
負圧側の鏡部の計算式
$$ t=\frac{PD}{1/0.9B} $$
加圧側の鏡部の計算式
$$ t=\frac{PD}{2ση} $$
\(0.2P\)は胴側と同じで省略しています。
胴側と同じように、係数の比較をしましょう。
| 分母 | η=0.7 | σ=100 | |
| 負圧① | 1.2ση | 0.84σ | 84 |
| 負圧② | 1.1B | 1.1B | 1.1B |
| 加圧 | 2ση | 1.4σ | 140 |
鏡の方が、負圧②の係数が低いことが分かります。
この分だけ、鏡部は必要な板厚が大きくなる方向です。
本体の板厚計算結果、胴よりもジャケットが1ランク板厚が高いことはよくあることですが、これは胴側\(1.3B\)と鏡側\(1.1B\)というところから推測が可能です。
\(A\)の計算は、胴側と鏡側で異なるため単純比較はできないものの、オーダー比較という点ではこれくらいの簡易計算での推測は、体系理解に役立つと思います。
おまけ:ジャケットありの圧力容器の強度計算
ジャケットありの強度計算も、ジャケットなしと同じように行います。
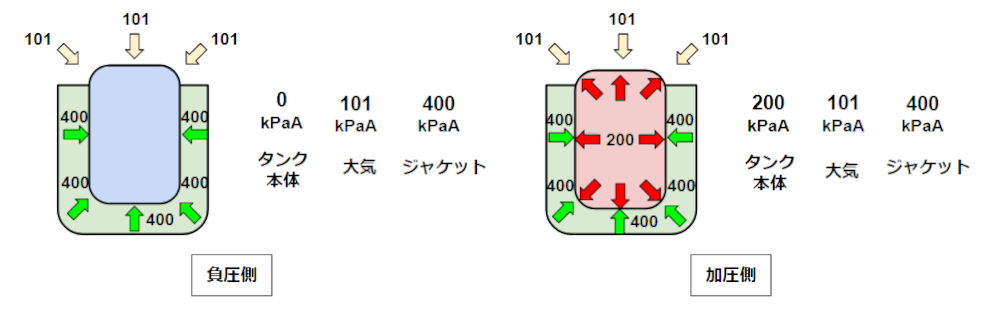
ジャケット有り無しでの違いは、ジャケットの加圧側の計算式でしょう。
というのも、本体側は2:1半楕円でジャケット側が10%皿型であることが多いからです。
10%皿型のジャケットの強度計算式は以下の通りとなります。
$$ t=\frac{PRM}{2ση-0.2P} $$
\(R\)は10%皿型の場合、内径\(D\)と同じです。
加圧側の2:1半楕円の強度計算式とほぼ同じ形であることが、分かります。
$$ M=\frac{1}{4}(3+\sqrt{R/r_0}=\frac{1}{4}(3+\sqrt{10})>2$$
\(R\)と\(r_0\)は皿型鏡板の円弧の半径を指しますが、10%皿型鏡板が一般的ですので一定の値になります。
\(M>2\)なので、計算結果である板厚は大きい側に出ます。
参考

関連記事
さらに知りたい方は、以下の記事をご覧ください。
最後に
圧力容器の強度計算は、安全運用の根幹を支える重要な作業です。複雑に感じるかもしれませんが、基本式と計算ポイントを押さえれば現場でも十分対応可能です。
材料選定や設計条件を正しく理解し、法規制も遵守しながら安全な圧力容器を維持しましょう。
化学プラントの設計などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント
ジャケット有のタンクでジャケット部に流入させるのは液体(冷却水)なのですが
ジャケット部へ流入させる液体の圧力限界(ジャケット部の耐圧?)はどのように計算するのでしょうか
先日新製したジャケットタンクの耐圧試験でジャケット部(材質sus304 内径φ1100mm ジャケット部 厚さ4mm)に水を入れる際、
0.4MPaまで圧が上がったところでジャケット部が変形してしまたっため
耐圧がどのくらいか計算したく
この辺りの記事に計算式があります。
https://neoneeet.com/pressure-vessel-strength-calculation/
加圧側の胴部の計算だけだと以下のようになります。
{0.4(MPa)*1.1*1000(mm)} / {2*500(N/mm2)*0.7-1.2*0.4(MPa)} = 0.6mm < 4,0mm
板厚4mmは強度的には十分です。
ジャケット部のどこなのかによって話が変わりますが、
溶接不良や鏡部に相当する部分が板で強度が足りてないなどが考えられます。