化学プラントでは膨大な電気エネルギーが消費されます。その多くはポンプやモーターを介して流体の運搬や攪拌に使われていますが、変換の過程で必ずエネルギーロスが発生します。
CO2・省エネルギー・カーボンニュートラルと単語がいろいろありますが、基本となるのはエネルギー。
本記事では、ポンプを中心に、電気エネルギーから機械エネルギー、さらに流体エネルギーに変換される際のロスの全体像を整理し、効率改善の基本を分かりやすく解説します。電気・機械エンジニアだけでなく、製造部門でも知っておきたい内容です。
エネルギーロスのざっくりとした体系
エネルギーについて考えるとき、化学プラントではポンプをベースにすると分かりやすいです。電気エネルギーを機械エネルギーに変換するという視点で、全体像から見ていきましょう。
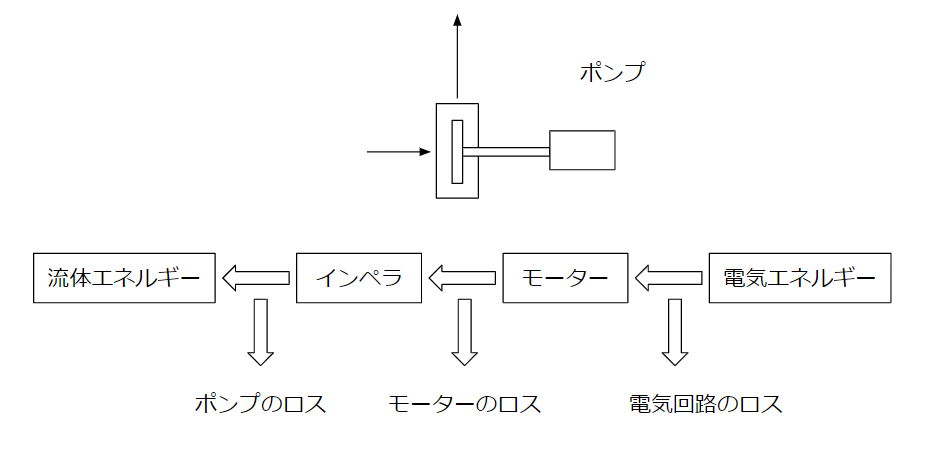
電気エネルギーを機械エネルギーに変換するときのロスを考えるとき、入口である電気側から見る方が整理しやすいでしょう。
電気回路のロス
まずは電気回路上のロスから見ましょう。これは力率という表現をすることもあります。電力会社から供給される全エネルギーが皮相電力で電動機に伝わる分が有効電力としたとき
力率=有効電力/皮相電力
という定義です。
モーターのロス
次にモーターのロスです。モーター効率と呼ぶこともあるでしょう。私は、ポンプではまとめてすべりと勝手に解釈しています。適当です。
電動機のコイルで発生した磁界変化を、シャフトの回転速度に伝達するときに速度差がすべりです。このすべりがトルクを生み出します。モーター内で電気エネルギーを機械エネルギーに変換するときの差がすべりなので、エネルギー変換時のロスそのものですよね。
ポンプのロス
最後にポンプのロスです。モーターから受け取った機械エネルギーのうち、全部が流体そのものに加えられるエネルギーわけではありません。
こんな風に摩擦や振動という形で外部にロスします。流体に加わるエネルギーは運動エネルギーとして流量×揚程の形で計算します。摩擦は熱、振動はそのまま振動や騒音という形でエネルギーの放散がされます。インペラの持つエネルギーのうち1/4~1/2程度が無駄エネルギーとして放散荒れるようです。
力率
力率は電気設備に対して一般的データがあります。その中で、バッチ系化学プラントで使うものだけをピックアップしました。
| 三相誘導かご型電動機 | 15~75% |
| 換気扇 | 50~70% |
| 白熱電灯 | 100% |
このデータから三相かご型誘導電動機では、電気回路だけでも最小で25%程度のエネルギーロスがあるという解釈ができます。結構なロスですね。
もちろん負荷である運転条件で左右されます。ポンプメーカーとしては力率を最小化するために、運転条件の最適化を図ろうとします。バッチプラントでは常に最適点で運転できるわけでは無いので、限界がありますが・・・
力率の改善方法
三相かご型誘導電動機の力率は75%くらいと書きましたが、一般にこのまま使うことはありません。力率の改善をします。力率を改善することで95%程度まで上げることができます。凄いです。その力率を改善するためには、大きく2種類があります。
コンデンサ
進相コンデンサと言います。これを電気回路に設置するだけで力率は改善します。この辺は電気回路の方程式の話になりますので、詳細は省略します。
コンデンサの仕様すなわち容量は、電気負荷の容量に対して設計します。コンデンサが大きくなりすぎると、1個のコンデンサでは対応できず分割します。そうすると、需要変動に応じて力率改善効果が微妙に変わるようです。
力率を負荷状況に応じて最適値に保つために、自動力率調整器を使います。コンデンサの on-offを自動的に行う装置です。
リアクトル
コンデンサの容量が大きくなりすぎると、コンデンサのon-off時に大きな電流が発生するようです。ポンプの運転でもそうですが、急に動かしたり・止めたりという変化を与えるのはよくありません。
これを防止するためにリアクトルという装置をつけます。電力系統には高調波を含む場合があります。高調波とは、ある周波数成分の波動に対して整数倍の高次元の周波数をもつ波のことです。要するに高い周波数のノイズです。
銅損と鉄損
モーターのロスとして銅損と鉄損を考えましょう。銅損と鉄損とだけ記載している電気関係の教科書は非常に多いです。銅損や鉄損とは何でしょうか?
銅損
銅損は負荷損失です。銅損はコイルの巻き線抵抗により発生する損失です。抵抗により発生する損失なので、ジュール熱として温度上昇の形で目に見えます。
ジュール熱とは電圧×電流(V×I)という形で表現されます。すなわち、電動機に電流を流すほど銅損は高くなると考えて良いでしょう。
鉄損
鉄損は無負荷損失です。鉄損はコイルの磁性によって発生する損失です。磁束密度に依存する損失です。磁束密度という単語を無視して、負荷によらず鉄損は一定と認識していれば十分です。
ここから先は、読み飛ばしても大丈夫な内容です。
ある1つの電気設備に対して考える場合、運転条件によらず磁束密度は一定です。
磁束は電動機の電磁石から出るもので、電流値で決まります。
電動機の一次側の電流は運転条件によらず固定されていますので、電流値は一定です。
面積は電動機の大きさで決まり、一定です。
本当は、トルクや磁束密度や電磁力の関係を厳密に議論する方が分かりやすいのですが、化学プラントの機電系エンジニアがそこまで理解しておく必要はないでしょう。
ポンプ効率
ポンプ効率は、流体のエネルギーと軸動力との比として決まります。ポンプ性能曲線上で、H-Q曲線と軸動力から決まる曲線としてポンプ効率曲線から読み解きます。一般にはポンプメーカーに提示する運転条件で最適になるようにポンプメーカーは選定します。
参考

最後に
- ポンプでのエネルギー変換には電気回路・モーター・ポンプ本体の3段階でロスが発生。
- 力率改善・モーター効率向上・ポンプ効率の最適化が省エネの基本。
- 化学プラントではエネルギー消費が大きいため、各工程のロスを把握し、改善策を施すことが重要です。
効率改善は設備選定だけでなく運転・保全でも大きな効果があります。電気・機械エンジニアだけでなく、製造部門も理解しておくべきポイントです。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント