撹拌槽の伝熱計算を行うとき、ジャケット下鏡の計算方法に悩む方は多いのではないでしょうか。実務では詳細な計算式が示されていないことが多く、「下鏡の伝熱はどう扱うべきか?」という疑問が残ります。
この記事では、私が現場で実務的に考えている「下鏡の伝熱計算の考え方」を整理しました。流速を軸にした簡易的な評価方法や注意点も解説しますので、設計・保全・運転に関わる方に役立つ内容です。
設備導入段階での詳細の計算が不要な世界なので、気にする人の方が少ないでしょう。明確な計算式で答えることはできませんが、こういう考え方で進めれば良いという私なりの考え方を解説します。
この記事は、熱計算シリーズの一部です。
伝熱計算をここまで理解できれば化学プラントで大活躍
熱交換器の伝面計算だけを変えるときの考え方
熱交換器の伝熱面積だけを変えるときの計算方法
熱交換器の「汚れ係数」とは?設計で押さえたい基本と考え方
撹拌槽の伝熱計算の基本的な考え方
プレート式熱交換器の熱容量計算とは?Q=mcΔTの基本と設計ポイントを解説
伝熱計算の例|化学プラント槽型反応器
エアコンの冷却能力設計で大事な伝熱計算のイメージ
伝熱計算は胴と下鏡
撹拌槽の伝熱計算の全体像を最初に見てみましょう。
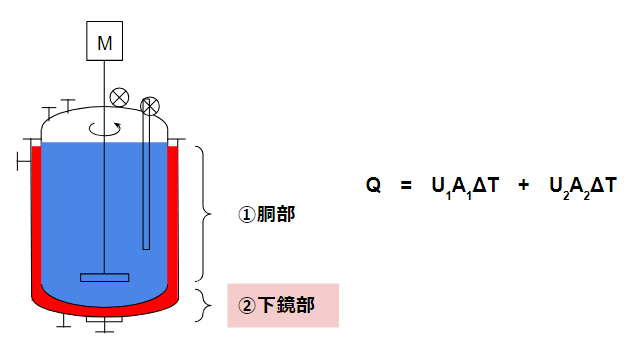
ジャケット付きの撹拌槽は、胴部と下鏡部で主に成り立っていて、この2つの部分から熱のやり取りをします。
胴部を①、下鏡部を②としたとき、この2つを分けて考えることになります。
①は一般的な計算式が定められていてそれを使うことが多いでしょう。
②は明確な式を私は見たことがありません。
こういう場合に、どうやって考えるのか?というのが今回のテーマ。
ゼロと考える
私が一般的な装置設計で伝熱計算をする時、下鏡部の項をゼロとして考えます。
- 詳細を考えるのが面倒だから
- 計算に含めないことで、余裕を持った装置にできるから
- すでに同じような装置で運転実績があるから
この3つが大きな理由です。確かに大抵の場合は上手くいきます。
ところが、ごくまれに撹拌機が漬かるか漬からないかの微妙な液面で、温度制御も課題になるような運転を検討する場合があります。この場合に、下鏡部をゼロと考えるのは難しいでしょう。こういう検討をするときに、どういう考え方をすれば良いでしょうか。
多少含める
下鏡部の伝熱項をある程度含める場合の私なりの考え方です。ヒントは流速。伝熱計算で登場する境膜伝熱係数は流速が大きな要素です。胴部と下鏡部の、プロセス・ジャケットの流速を2段階で比較しましょう。
| 流速 | 胴部 | 下鏡部 |
| プロセス | 早い | 遅い |
| ジャケット | 早い | 早い |
胴部の流速
一般的に知られている胴部の伝熱計算を、流速という意味で振り返りましょう。胴部の伝熱は、薄肉円筒の容器の内外を流れる流体によってなされます。
内外の流体はそれぞれ、主に3方向の流速成分を持ちますが、この中でも上下成分と回転成分がメインの要素になるはずです。
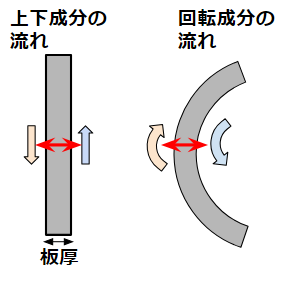
内側は撹拌翼と同じ高さ部分は半径方向の成分がありますが、局所的なので省略します。
・内側のプロセス液は、撹拌機の力で決まる回転方向の強い流れと、撹拌機の力以外に物性や温度の影響で決まる上下方向の流れの要素を受けます。
・外側のジャケット液は、ジャケット内へのジャケットのバッフル・液の入れ方・流速の影響を受けます。
プロセス液を温めるのか冷やすのか・相変化があるのか、など考える要素はいくつもありますが、流速の影響を受けることは変わりありません。
下鏡部の流速
下鏡部の流速を考えましょう。下鏡部の伝熱を真面目に計算する場合、胴板と同じように鏡板の接線方向と回転方向を考えることになります。
- 鏡の形状は部位ごとに異なる
- 鏡部の内側外側の液体の流れは、胴部よりも複雑
こういう理由で、計算を細かくするのは難しいでしょう。
計算ソフトなどのシミュレーションの世界になりますが、そこまで計算するほどの価値があるかどうかは、非常に疑わしいです。現場レベルではそういう暇もなく、とりあえずやってみようと動くことが多いでしょう。
それでも流速については、もう少し絞り込みができます。鏡の接線方向が特にイメージしやすいです。
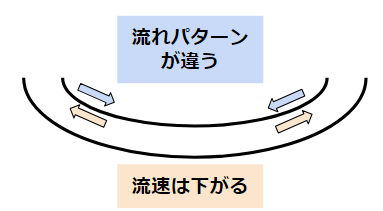
下鏡の接線方向の流速は、流れを横切る断面積(流路面積)に反比例するはずです。
流量 = 流速 × 断面積
だからですね。
・ジャケット側の流路面積は、胴部も下鏡もほとんど変わりません。胴径とジャケット径の差で決まります。
・プロセス側の流路面積は、胴部よりも少なくなります。胴径よりも小さくなっていくからですね。
とはいえ、プロセス側の液が下鏡側に積極的に流れるわけではありません。胴部側の循環流量の方が一般には大きいので、下鏡に分配される流量が少なく、流速も少ないと考えましょう。下鏡の回転方向も同じように考えられますが、プロセス側の流速が極端に低く伝熱性を阻害しているということは言えるでしょう。
ではどれくらいの値にすれば妥当か?という話になります。凄くシンプルに考えれば、胴部の1/2程度でしょう。プロセス側・ジャケット側で支配される伝熱性のうち、片側が使えないという発想です。
ジャケット側も胴部と下鏡部での影響を多少考えようとしたら、少し低めに見て胴部の1/8~1/4程度は見ることが考えられます。この辺りは、ほとんど感覚的な話になります。
参考

関連記事
最後に
撹拌槽ジャケット下鏡の伝熱計算は、明確な式がないため実務では扱いに悩む部分です。
- 基本は ゼロ扱い
- 仮に含める場合は 流速比較で胴部の1/2程度 を目安
- 液面が下鏡まで達する場合や温度制御が厳しい場合は 液量や撹拌配置の見直しが必要
現場では過度に下鏡伝熱を期待せず、胴部で安定した伝熱設計を行うことが安全かつ効率的です。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント