化学プラントの配管や構造物の溶接は、安全かつ正確に行うことがとても重要です。溶接記号は、その施工方法や注意点を示す図面上の大切なサインですが、初心者にはなかなか理解しにくいことも多いです。
この記事では、化学プラントでよく使われる溶接記号の基本的な読み方と、現場で注意すべきポイントをわかりやすく解説します。これを読めば、溶接記号の意味がしっかり理解でき、施工ミスの予防にも役立ちます。
溶接記号は溶接の仕方を図面上で表したもので、化学プラントの設備図面や配管製作図面で登場します。詳細はJISに定められていますが、種類が多くてどれを使うのか分かりにくいでしょう。
イメージ通りであることさえ整理できれば、覚えることはほとんどありません。
この記事は、溶接シリーズの一部です。
化学プラントで役立つ「最低限の溶接知識」:機械系エンジニア向け実務ガイド
アセチレンを溶接や溶断で使う理由
溶接修理の基本と方法|現場で役立つポイント解説
浸透探傷検査PTで溶接欠陥をチェック|化学設備向け
I型
最初は、基本形のI型溶接です。
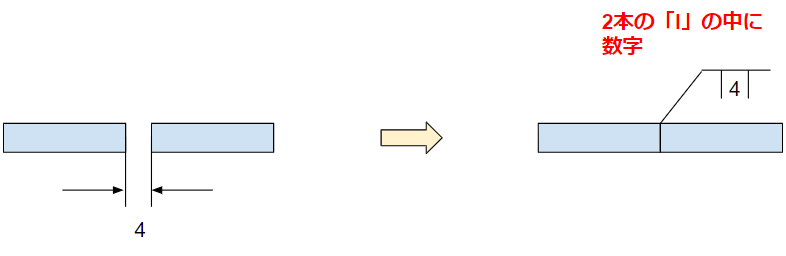
I型溶接は2つの部材を一定距離離しただけです。
この部材の間隔をルート間隔と言います。
ルート間隔4mmというと、4mm離した状態で溶接しましょうという意味になります。
左型の図は実際の状況をイメージしたもので、右側が溶接記号で表現したものです。
ルート間隔に相当する空間部分は表現せずに、2つの部材がくっついた状態ですね。
そこに引き出し線が出されています。
引き出し線上に「I」と「4」という字でルート間隔を表現しています。
引き出し線の水平部分の下側に書くというのは溶接記号上のルールです。
水平部分の下側が矢の手前側、上側が矢の奥側というルールですが・・・極端に言うとこのルールは知らなくても何とかなってしまうことが多いです。
手前なのか奥なのかを考えるような機会はフランジ溶接がほとんどですので、基準化してしまっている工場も多いでしょう。
そうすると溶接記号の知識すらなくても、仕事が進んでしまいますので、知識伝承という意味ではちょっと怖いですね。
V型
続いて、V型溶接です。
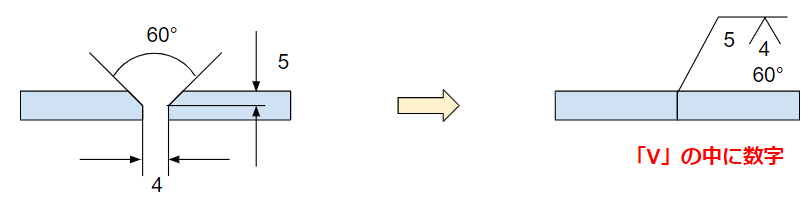
板厚が一定以上であるときなどに、溶接棒を奥までセットするための開先を取る方法です。
V型溶接の溶接記号はI型溶接を発展させたものとして考えましょう。
ルート間隔を表現する部分が「I」ではなくて「V」になっています。
開先は「V」の外に書きましょう。
左側に書くルールですが、意識することはほぼありません。
4mmと5mmという二つの数字がどちらを示しているか、少し悩むかもしれませんが、「V」の間に入っている数字がルート間隔です。
記号の間に入っている数字が、2つの部材の間の距離という、関連付けをすればいいでしょう。
開先の角度は普通は迷うことはないでしょう。数字の桁が違ったり「°」という角度の情報があったりしますから。
L型
L型溶接もV型溶接と同じです。
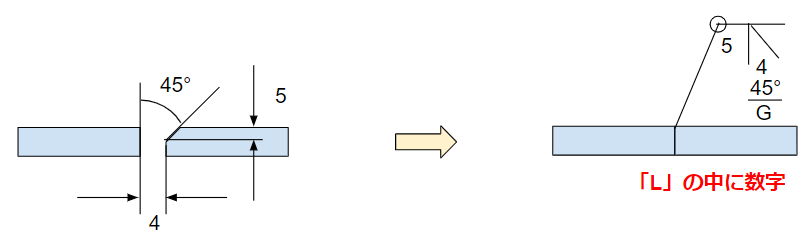
「L]を示す「レ」という表現になっていることに注意しましょう。
ここでは、溶接記号のオプションを2つ紹介します。
全周溶接と表面仕上げです。
引き出し線の折れ曲がり部分に「〇」で表現しているのが全周溶接です。
丸が一周というイメージで考えれば良いでしょう。
溶接は管やタンクなど、円形に溶接することが化学プラントの設備では特に多いので、全周溶接はよく見かけます。
Gは表面仕上げです。グラインダーのGと考えれば良いでしょう。
ステンレスのタンクなどで登場します。
タンク内を均一面に仕上げて、危険物の滞留を無くすために使うことが多いです。
水平部分の下側だから矢の奥側を示します。
K型
最後はK型です。
これは知らなくても良いと思っています。
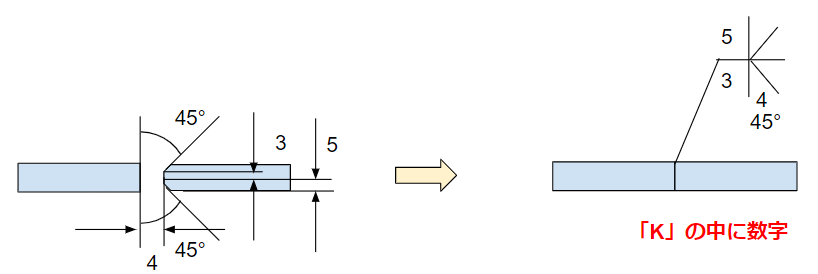
結構複雑な形をしています。
「K」型で水平部分の上側にも数字が記載されていますね。
この「5」という数字が個人的には混乱します。
水平部分の下側が矢の奥側なら、「3」ではなく「5」を下側に表現するべきでは?って思います。
いきなりK型から入ると罠に陥りますが、V型やL型の発展形として考える方が納得しやすいでしょう。
使う場所がフランジくらいしかないし、基準化すれば見る機会も少なくなるので、K型の溶接記号が登場したときには要注意!と思うくらいでもいいと思います。
参考
溶接の知識はいくらでも学ぶことはあります。
実務で使う範囲は限定的ですので、専門的に学んで貴重な人材となるためには学習して損はないでしょう。

ただし、費用対効果は高くはありません。使う機会は思ったよりは多くないです。
関連記事
最後に
化学プラントでの溶接は品質と安全の両面で重要な工程です。溶接記号を正しく理解し、施工前にしっかり確認することで、ミスやトラブルを防げます。
初心者でもこの記事を参考に基本的な溶接記号の意味と注意点を押さえて、安心して施工に臨んでください。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント