浸透探傷検査について解説します。
カラーチェック、PTなどの表現で馴染みのある人もいるかもしれませんね。
溶接の検査として一般的です。
化学プラントのエンジニアとしては溶接の知識は、専門家ほど詳しくなる余裕はないでしょう。
それでもよく使う検査なので、ここだけは知っておきたいという部分に限定して解説します。
蛇足かもしれませんが、PTはLiquid Penetrant Testingの略です。
この記事は、溶接シリーズの一部です。
化学プラントで役立つ「最低限の溶接知識」:機械系エンジニア向け実務ガイド
アセチレンを溶接や溶断で使う理由
これで安心!化学プラントの溶接記号の見方と注意点
溶接修理の基本と方法|現場で役立つポイント解説
化学プラントで溶接工事を行う前に確認したい安全ポイント7選
この記事は、検査シリーズの一部です。
非破壊検査の典型6選|化学プラントの設備を安全に使うために
オンライン検査は楽じゃない?化学設備立会の新常識を解説します
立会検査を最速で終わらせるコツ|オーナーズエンジニア向け
プラントライフサイクルを決定付ける設備検査7選
浸透探傷検査の原理
浸透探傷検査の原理を紹介します。一般的に「目で見えない表面の傷」を「目で見える」ようにする検査です。下の図のように、物体表面に傷がある状況を考えましょう。この傷は目ではほとんど見えません。
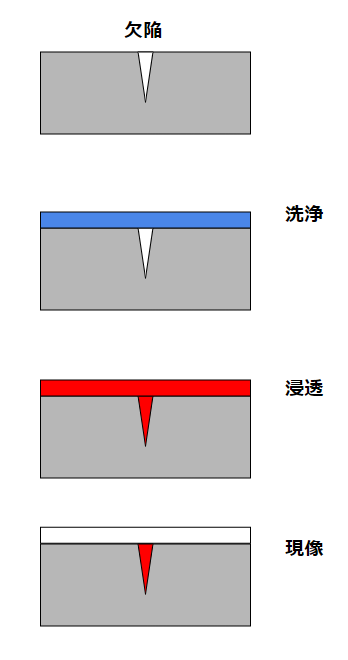
ここに3つの薬液を使って、欠陥を目で見えるようにするのが浸透探傷検査です。洗浄液・浸透液・現像液という3つの液を使います。
洗浄液で表面の汚れを落とします。汚れを取った後に浸透液を使うと、欠陥部分にまで液が浸透します。十分に時間がたった後、浸透液をふき取ると欠陥部分にだけ浸透液が残ります。これを現像液を使って抽出するという仕組みです。
原理は簡単そうに見えますね。良く分からない液を3つ使えば、欠陥が見える。これくらいの理解でも確かに十分です。
液の特性
化学プラントの技術者なら液の特性には着目しておきたいです。有名なタセト社のカラーチェックの中から洗浄液「FR-Q」・浸透液「FP-S」・現像液「FD-S」を少し見てみましょう。
洗浄液 FR-Q
洗浄液であるFR-Qは主成分がn-ヘプタンです。50~60wt%含まれています。後はほとんどが噴射剤。融点-91℃・沸点98℃・引火点-7℃・爆発化限界1.1vol%・爆発上限界6.7vol%です。
特に引火点は要チェックです。立派な四類一石の非水溶性です。引火点が低いからこそ、洗浄液として機能します。洗い終わった後に時間がたつと自然乾燥するからですね。
通常は引火点以上での取り扱いをするため、加熱源がある状態で洗浄液を使うと燃えてしまいます。現地工事などで溶接をしている近くで浸透探傷検査をしないように注意してください。溶接が終わって冷めていない溶接線を検査するのも危険!
危険物なので、万が一肌に触れたりした場合は適切に洗い流して医師の診察を受けましょう。眼鏡・手袋・長靴などの保護具も適切に。危険物なので換気が不十分な個所では、電気器具は防爆型を使いましょう。タンク内の検査などが該当しますよ。
浸透液 FP-S
浸透液であるFP-Sはエステル・鉱油が主成分です。後はほとんどが噴射剤。引火点70℃以上で四類三石の危険物です。
洗浄液とは違って、揮発しては意味がありません。動粘性率 4mm/s2(at 38℃)以下が1つのポイントですね。粘度が高いと欠陥の内側まで液が浸透しないでしょう。
現像液 FD-S
現像材であるFD-Sはエタノールとn-ヘプタンが主成分です。後はほとんどが噴射剤。引火点-7℃で四類一石水溶性の危険物です。
洗浄液と同じく引火点が低い点は注目です。アルコールを使って、油を浮き上がらせているというイメージですね。アルコールだからこそ、現像が終わったら水で洗浄して洗い流せます。
浸透探傷検査で分からない欠陥
浸透探傷検査はとりあえず検査をしようという時に行うので、汎用性があるように思います。しかし、チェックできることは限定的です。ちゃんとその特性を理解しておきましょう。
- 本当に細かな欠陥は分からない
- 表面の傷しかわからない
- 欠陥があった場合に、どれだけ深い傷か分からない
溶接をした直後の健全性を調べるという意味で、とりあえず浸透探傷検査をして外面の傷がないことだけは確認しよう、という場合には使います。
ところが、溶接の内部欠陥を発見することはできません。金属表面の摩耗や減肉を調べる目的で検査した場合、どれだけ減肉しているかは実際には分かりません。もっともこの場合は、板厚検査をしても分からないことが多いですが・・・。
参考

関連記事
さらに知りたい方は、以下の記事をご覧ください。
最後に
浸透探傷検査(PT・カラーチェック)について解説しました。洗浄液・浸透液・現像液を使って表面欠陥を検出します。ヘプタン・エステル・鉱油などの危険物を組み合わせたものです。洗浄液と現像液は引火点が低く・浸透液は引火点が高いです。
危険物相当の取り扱いをして安全に使いたいですね。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント
Fine way of explaining, and nice post to get facts about
my presentation subject matter, which i am going to present in university.
Thanks for ones marvelous posting! I certainly enjoyed reading it, you are a great author.I will remember to bookmark your
blog and may come back down the road. I want to encourage
continue your great posts, have a nice holiday weekend!
Everything is very open with a very clear description of the issues.
It was truly informative. Your site is useful. Many thanks
for sharing!