非破壊検査について解説します。
化学プラントの設備を長く使うためには、定期的な検査が必要です。
この中でも専門的な技術が非破壊検査。
外部委託することが普通なので、設備保全エンジニアが使いこなせるケースは少ないと思います。(逆に使いこなせれば立派なスキルを持っているといえるでしょう)
委託をして結果の報告を受けて、どういう判断をするかという化学プラントのユーザー側の目線で、非破壊検査の概要を解説します。
PTがメインですけど、他にもありますよ。
この記事は、検査シリーズの一部です。
浸透探傷検査PTで溶接欠陥をチェック|化学設備向け
オンライン検査は楽じゃない?化学設備立会の新常識を解説します
立会検査を最速で終わらせるコツ|オーナーズエンジニア向け
プラントライフサイクルを決定付ける設備検査7選
RT(放射線透過検査)
RTは放射性透過検査と呼ばれます。放射線とはX線的なものですよね。原子力発電所などでも登場するキーワード。電磁波が物体を透過するという性質を使った検査です。
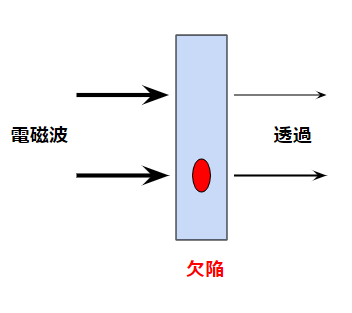
電磁波を物体に当てると、反射・透過・吸収などのパターンに分かれます。水に光を当てて反射や透過の実験をした記憶ありませんか?あれと同じです。物体の中に空洞部となる欠陥がある時とない時の比較として、RTは使えます。
外から見ても中に空洞があるかどうかは分かりませんよね。化学プラントでは溶接の検査としてRTを使うことがあります。溶接で設備や配管の厚みを一定量確保しないといけないのに、中に欠陥があってそれが見抜けなかった。
このまま使っていると漏れて大事故に繋がりかねませんよね。だからこそちゃんと検査しましょう。
RTは外から見ても分からない中身の欠陥を見るのに役立ちます。
電磁波は人への影響がありますので、RT検査をする場合は人払いをちゃんとしましょう。建設工事中に実施する場合は、夜間など他業種がいない時間に設定するなど配慮が必要です。
UT(超音波探傷検査)
UTは超音波探傷検査です。RTが電磁波ですが、UTは超音波です。超音波が物体に当たって跳ね返ってくる性質を利用します。
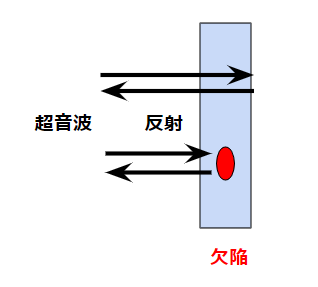
物体内部に欠陥がある時とない時とで反射の仕方が変わります。RTが透過を利用しているのに対して、UTは反射を利用していますね。原理が多少違いますが、目的は内部の欠陥を見るという意味で同じです。
- RT 電磁派 反射 内部欠陥
- UT 超音波 透過 内部欠陥
ここまでならUTの方が良さそうにも見えます。実際にはUTは結構難しいです。
超音波での反射は内部の欠陥具合や検査機の当て方に左右されます。技術的なコツ・スキルが要求されます。素人が検査しても検出できなかったということも。
MT(磁気探傷検査)
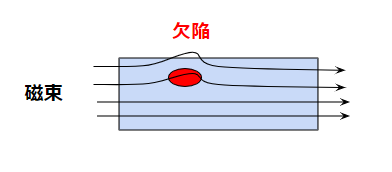
MTは磁気探傷検査です。磁石の性質を利用したものです。N極・S極の磁石です。一般的な金属は磁石を近づけると影響を受けます。これを利用した方法がMTです。
MTは表面の目に見えない傷を検出するときに使います。条件がいくつかあります。
- 強磁性体であること SUS304や316には使えない
- 磁粉が必要
磁石の影響を受ける強磁性体という性質を持った金属でないといけません。鉄なら磁石とくっつきますよね。あの性質と思えばOK。
一方でステンレス(SUS304やSUS316)は磁石とくっつきません。強磁性体の金属の表面に磁粉を散布します。この状態で周囲に磁束を与えると、磁粉は一定の模様を作ります。
表面欠陥がある場合はその模様が周囲とは変わるので、目で見て判断できるという仕組み。ステンレスに使えないという最大の欠陥が、化学プラントでは敬遠される最大の理由でしょう。
PT(浸透探傷検査)
PTは浸透探傷検査です。洗浄液・浸透液・現像液の3つの液を使って、表面にある微小な傷を見えるようにします。溶接面の表面や設備の表面の欠陥を調べることができます。特に溶接が終わった後の検査として使います。
PTは目で見ても分からない表面の欠陥を見るのに役立ちます。
PTはとても重要なので、本記事とは別記事にします。
ET(電磁誘導検査)
ETは電磁誘導検査です。過流探傷検査という表現で一般的です。渦電流という現象を利用して表面の欠陥を調べる方法です。
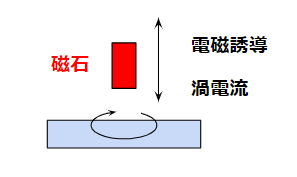
金属の近くで磁石を動かすと、金属内に電流が流れます。電磁誘導と呼びます。モーター・電動機で有名。電磁誘導で発生した電流は、一般には渦の形状のように流れを作ります。これを渦電流と言います。
渦状の電流が発生するとその周囲に磁界が発生します。磁石を近づけたときには、
- 電磁誘導で電流発生
- 渦電流を生成
- 渦電流で磁界を発生
という現象が金属内で起こります。
磁石を近づけたことで金属表面の磁界の環境が変わるので、それをキャンセルするような動きが起こると考えれば良いでしょう。表面に欠陥があると、この渦電流が変わります。
ETは熱交換器のチューブ内など人が見ることができない場所での、表面欠陥を調べるために使います。
AE(アコースティックエミッション)
AEは弾性波を利用した検出法です。弾性波って何でしょうか?いわゆる音波のことと考えればOK。UTが外部から超音波を当てているのに対して、AEは自身の音波を使うという感じです。
物体に割れや亀裂などの動きが起こると、その力は物体内部を伝わっていきます。マンションなどで隣の壁から声が伝わるのは、声(空気の振動)によって壁内部を力が伝わるから。
物体内部で発生した弾性波は、その物体に固有の周波数を持つので特殊な検出装置で検出可能です。化学プラントでも使用される例はありますが、頻度は多くはありません。運転中の振動ノイズを拾いやすいですからね。
参考

関連記事
最後に
非破壊検査の種類を化学プラントの設備保全エンジニア向けに解説しました。
RT・UT・MT・PT・ET・AEの6つです。
RTとPTとETが化学プラントでは多く使われます。
目に見えない欠陥を検出する仕組みで物理的な原理を使うことに着目しましょう。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント