高温条件で運転する化学プラントでは、材料が長時間の荷重によって少しずつ変形する「クリープ現象」が問題になることがあります。特に金属部材よりも、ガスケットやフッ素樹脂ライニング設備は影響を受けやすく、思わぬトラブルにつながります。
本記事では、クリープ現象の基本から、化学プラントで特に注意すべき設備や部材について解説し、現場でチェックすべきポイントを整理します。
この記事は、材料力学シリーズの一部です。
はりの曲げ応力の基本式を求める練習
丸棒のねじりの基本式を求める練習【材料力学】
熱応力が化学プラントで怖い理由
金属疲労のメカニズムとS-N曲線:化学設備の保全エンジニア必読
材料力学でここだけ知っておきたい|化学プラント設計
この記事は、ガスケットシリーズの一部です。
その片締め、塔の傾きが原因かも?ガスケットトラブルの実例と対策
ガスケット係数と最小締付圧力の違いを徹底解説|種類ごとの比較と選定ポイント
フランジとガスケットの接続寸法を比較
初心者でも分かる!水系ユーティリティ配管とガスケットの選び方
渦巻ガスケットとは?構造・特長・使い方を図でわかりやすく解説
ガスケットの基本原理と選び方|漏れを防ぐ密封技術のポイント解説
化学プラントにおけるジョイントシートガスケットの適用と注意点
フランジのガスケット・ボルトナットシステムとは? 基本構造と役割をわかりやすく解説
PTFEガスケット vs 包み型ガスケット:メリット・デメリット徹底解説
クリープ現象とは
クリープ現象を簡単に解説すると以下のように表現できます。
同じ力を加え続けていると、勝手に伸びていく
多少の誤解を招く可能性がありますが、ざっくりしたイメージとしてはこの表現で良いでしょう。通常の部材は、力を加えて伸ばそうとしたら一定量だけ伸びて、時間が経っても伸びの量は変わりません。
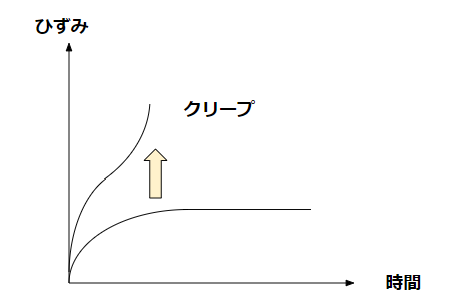
ところが、クリープ現象は時間が経つとどんどん伸びていく現象です。伸びが大きくなっていくといつかは破断します。これをクリープ破断と専門的に呼びます。
加える力の量を徐々に上げていけば伸びが徐々に増えていくというなら分かりますが、力を変えていないのに伸びが増えていくのはちょっと奇妙です。
クリープに影響を与える要素
クリープ現象に影響を与える要素を整理しましょう。
温度が高い方がクリープが起きやすい
加える力が大きい方がクリープが起きやすい
「クリープが起きやすい」というのは、伸びの量が多いとかクリープ破断が速く起きるとか、そういう表現で捉えても良いでしょう。
バッチ系化学プラントの範囲では、ステンレス鋼などはクリープが起きにくい(耐クリープ性が高い)材質です。とはいえ、クリープ性を求めてステンレス鋼を選ぶという選択は、バッチ系化学プラントでは普通はしないでしょう。そのような高温で取り扱うプロセスがありません。
クリープと言えばガスケット
バッチ系化学プラントの範囲では、ガスケットです。ジョイントシート系でもフッ素樹脂系でも、どちらのガスケットでも話題になります。
ガスケットは、フランジに挟んでボルトナットで締め付けられます。ガスケットは縮みながら反発力をフランジに加えることで、シール性が発生します。
ところが、ガスケットもクリープが起きます。クリープが起きると、ガスケットはどんどん縮んだり周方向に延びたりと、変形をします。そして最終的には破断。温度的には大したことはなくても、ボルトナットの締付力は相当大きく、ガスケットを破断させうる力を持っています。だからこそ、クリープも起きやすい環境にあります。
PTFEそのものがクリープの性質を持っているので、フッ素樹脂系のガスケットは特に注意が必要とされています。
他のフッ素樹脂系も要チェック
クリープはPTFEで起こりえます。となると、バッチ系の範囲では、フッ素樹脂ライニングがターゲットになりえます。配管でもタンクでも同じです。
クリープ現象が怖くて、高温でのフッ素樹脂ライニング設備の取り扱いはほとんどしません。グラスライニングで行う方が圧倒的に多いです。
プロセスラインなどで100℃を越える高温となる場合に、フッ素樹脂ライニングを使おうとするとかなりのケアと思い切りが必要と考えた方が良いです。何気なく使っていることは、とても怖いです。
参考

関連記事
さらに知りたい方は、以下の記事をご覧ください。
最後に
・クリープ現象は「時間とともに伸び続け、最終的に破断に至る」材料の変形現象。
・高温高荷重の条件ほどクリープは起きやすい。
・金属では問題になりにくいが、ガスケット(特にPTFE系)やフッ素樹脂ライニング設備は注意が必要。100℃を超えるような高温条件では、グラスライニングの方が実務的に安全。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント