化学プラントでは、ブロアーや遠心分離機、ポンプなど、常に振動を伴う機器が数多く稼働しています。これらの「振動機器」は、劣化やトラブルを早期に発見するために、日常の監視と振動測定が欠かせません。
しかし、実際に現場で保全を行う際には、「速度」「加速度」「振動数」などの基礎的な理解がないと、測定値の意味を正しく読み取ることが難しくなります。
この記事では、振動機器を保全するうえで最低限押さえておきたい知識を、わかりやすく整理して紹介します。
変位・速度・加速度
振動測定において変位・速度・加速度という3つの重要な指標があります。力学の運動方程式は一般に下記のとおり、示されます。
$$m\frac{d^2x}{dt^2}=F$$
質量 × 加速度 = 力 という関係式です。加速度とは速度の微分値であり、速度は変位の微分値です。
変位とは「位置」そのものです。微分とは微小時間による変化量のこと。
速度は「微小時間にどれだけ変位が変わったか」を示します。
加速度は「微小時間にどれだけ速度が変わったか」を示します。
振動数
振動数という表現があります。これは電源の周波数と全く同じ概念です。関西なら60Hz、関東なら50Hz。これと同じ。振動とは原点を中心に、±同じ幅で振れる現象です。
原点 → +最大値 → 原点 → -最大値 → 原点 というサイクルを1サイクルとすると、60Hzは1秒間に60サイクルを繰り返すことを示します。この振動数と変位・速度・加速度の関係は以下の通り。
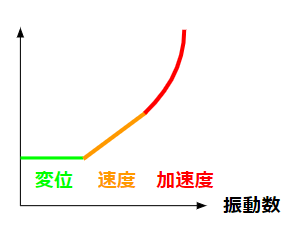
- 変位
- 速度 = 変位 × 振動数
- 加速度 = 変位 × 振動数 × 振動数
速度
振動測定では速度の情報が非常に大事です。
振動数と直結
速度を使う理由ですが、「振動数」の情報が掛かるからです。変位・速度・加速度の3つの指標のうち、変位は使いません。昔は使っていたようですけど…。
振動という意味では使うことはありません。ゴムなどのたわみ量の経年劣化を使う時には使いますよ。振動測定結果にフーリエ変換という数学処理を行うことで、振動数ごとに測定値を配分することができます。
速度測定を行うと、
- 50Hzの振動数で○m/s
- 60Hzの振動数で□m/s…
と分けることが可能です。
速度はエネルギー
速度は運動エネルギーと直結します。力学において、運動エネルギーという概念があります。運動エネルギーは速度の2乗で効きます。
- 速度が大きい方が、運動エネルギーが大きい
- 速度が大きいと、振動に使われる運動エネルギーが大きい
- 振動に使われるエネルギーが大きいとエネルギーロスが大きい
この辺りの関係性が見えてきます。振動に使われる無駄ねエネルギーが大きいということは、設備が全体的に経年劣化を示している指標となります。ざっくりしていますね。
加速度
振動測定では加速度の情報が最も大事です。加速度が高いとベアリングの摩耗を疑うことができます。動機器を使っていると真っ先に考えられる劣化がベアリングですね。
加速度は振動数の2乗で効きます。振動数の2乗で効くという事は、高振動数ほど検知がしやすくなります。
高振動数域の局所振動を調べるために、 振動加速度の情報を使うことができます。たとえば、転がり軸受の損傷などがその例です。転がり軸受の特定の場所で損傷が起きると、運転時に局所的に動荷重が付与されます。荷重は加速度に比例するので、動荷重は加速度として検出可能です。
振動測定
振動測定の一般的な方法を解説します。
- 現場に加速度ピックアップをセット
- 現場にFFTをセット。
- 加振試験を実施。
- FFTで周波数分析結果を測定・解析
こんな専門的な測定器を化学プラントで使うことはないでしょう。通常はハンディタイプの簡易測定器を使います。
防爆
化学プラントで専門的な振動測定が難しい理由は「防爆」。いや、本当に害悪。防爆については、良く分かっていない人たちが何となく最高に厳しい規制をして皆で苦しんでいるという格好になっています。
防爆タイプのFFTなどあまり需要がなく作っても高価なので、日常検査機として使用する需要がありません。
専門職不足
化学プラントで専門的な振動測定が難しい理由は専門職の不足。ただでさえ機械系学生が少ない化学プラント。
振動に関する学問を研究レベルで修めて、化学プラントで勤務している人ってどれくらいいるでしょうか?振動解析をするには研究レベルで取り組んだ人しか無理です。そんなレアな人に頼る技術を使うのは、設備保全上はリスキー以外の何物でもありません。
緊急性が少ない
専門的な振動測定を重視しない理由に、緊急性が少ないという背景があります。
- 重要な機器なら、据付予備との交換の目安のために
- 一般的な機器なら、SDMの候補設定のために
こんな目的で振動測定を使います。重要機器なら問題があっても運転を止めることはできないでしょう。
この場合、重要機器を2台並べて配管で接続するのが一般的です。据付予備と言います。設備に問題があれば据付予備と切替をすればいいですが、そのタイミングを計るのが難しいでしょう。
ここで振動測定を1つの目安に使うという方法があります。もしくは1か月に1回など定期的に切り替えるという手段もあります。
重要でない機器なら、傾向が出てきたタイミングで、SDMまで壊れないことを期待しつつSDMのための部品手配などの準備をします。
簡易測定器
化学プラントの現場では、これが実態です。
- 月に1回くらい
- 何も知らないおじさんが
- 簡易測定器を機械に当て
- 出てきた数字を記録する
簡易測定器とは防爆っぽくした振動測定器で振動値が速度・加速度値で絶対値として出てきます。これが閾値を設定して青色・黄色・赤色というような定性的な表現をするのが一般的でしょう。周波数分析も何もありません。
振動機器
バッチ系化学プラントで振動しやすい機器について解説します。
バランスチェック
バランスチェックとは回転機器のバランスを確認するという意味です。振動が重要な機器なら、インペラなど回転体の重量バランスが取れているかどうかがポイントになります。振動機器の重量バランスのことを動バランスと言います。
専用機械にかけて対象部品を回転させて動バランスを計測し、バランスが悪い部分の重量を付加したり削り取ったりして、動バランスを調整します。こういう専門的な設備はユーザー工場で保有しているケースは少ないです。大抵は外部の専門会社が保有しているでしょう。特殊です。
ブロアー
化学プラントで振動機器というとブロアーでしょう。ブロアーはバランスチェックをします。ブロアーが振動しやすいのは以下の背景があります。
- インペラが相対的に軽い
- インペラが相対的に大きい
- 固形分が付着しやすい
気体を送る機械と液体を送る機械を比べると、気体を送る機械の方が軽い力で済みます。これは気体の方が液体よりも密度が小さいから。インペラの強度を相対的に弱く設定することが可能です。これが動バランスを崩す要因の1つになります。
気体を送る機械の方が液体を送る機械よりもインペラが大きくなります。これも密度が関係します。空気と水では密度が1000:1程度の関係があります。同じ動力の動機器でも、気体を送る機械の方が液体を送る機械よりも約1000倍の流量差があります。その分だけインペラを大きくしないといけません。インペラが大きいほど動バランスは崩れていく方向です。
ブロアーは思った以上に固形分が付着しやすいです。空気を送る機械だから固形分なんて…って思うでしょう。化学プラントで空気といってもその中には溶媒ミスト・塩などいろいろ含まれていきます。これがインペラに付着していって動バランスが崩れます。ひどい時にはインペラを腐食させて動バランスを崩すこともあります。この場合は、材質を見直さないといつかは壊れます。
ブロアーは7.5kW以上が多く、騒音規制法の特定施設として指定されてやすいですね。
遠心分離機
化学プラントで振動機器というと遠心分離機でしょう。遠心分離機はブロアーと違ってバッチ運転をすることが多いです。これは回転機器としては負担が大きい方向。
- 回転機器を起動停止する
- 回転機器に液体が流入するタイミングがバラバラ
- 機器内の重量が時々刻々変わる。
定期的なオーバーホールをしないといけない典型的な設備です。
乾燥機
乾燥機も振動機器の1つです。コニカルドライヤー、振動流動乾燥機などが典型例ですね。遠心分離器に比べると運転条件の変化は少ない方向ですが、ゼロではありません。
- 乾燥前後のケーキの重量
- 製品ごとのケーキ物性
連続運転に比べるとダメージが蓄積しやすいのは確かです。振動機器としてマークしたいですね。
ポンプの振動問題
化学プラント向け設備で一般的に振動が関係しそうなテーマを取り上げます。まずはポンプから。
圧力脈動
ポンプで振動というと圧力脈動でしょう。ポンプを動かすと、液体の圧力が上がります。ポンプが動くと、羽根枚数と回転速度に比例した周期的な力の変動が起こります。
液体に加わる圧力とポンプの周期運動の関係で、ポンプや周囲の配管系統は周期的な振動が発生します。
- ポンプ自身を強固に固定すること
- 配管への振動伝搬を抑えるための吸収装置を付けること
- 配管が強固に支えられるようなサポートを付けること
このあたりのことは、一般的な注意事項ですね。配管の振動対策のために、振動計算をしてサポートの位置を決めるという事が教科書などに乗っていますが、わざわざそんなことはしません。
CADソフトなどの拡張機能として備わっているものもあるかもしれませんが、それもしません。ちゃんと建屋と配管のモデリングができている系に対してのみ、そういう振動計算は可能です。新設プラント建設が少なく、増改築ばかりのバッチ系化学プラントでは配管の振動計算の需要はありません。
キャビテーション
ポンプで振動というとキャビテーションも有名です。ポンプで発生したキャビテーションはポンプ出口で消滅します。
吸込口で部分的に蒸気となった液体がポンプ出口で圧力を持つために、泡蒸気が消滅します。気泡が潰れると体積変化が起こるので、衝撃圧が発生します。これはポンプの大きな振動になります。騒音の原因ともなるでしょう。
化学プラントでは「高温の温水」がキャビテーションの可能性が高いです。80℃~90℃くらいの温水というと沸点100℃に近く、蒸気圧が高いということを認識すれば分かるでしょう。
NPSHを多く取れず、キャビテーションが起こりやすい状況です。ディヒューザーを検討したいところですね。
ウォーターハンマー
ウォーターハンマーとは、ポンプを急停止したり弁を急閉止した時に起こります。それまで流れがあった流体が、ポンプの停止や弁の閉止することでに行き先が無くなります。
そのため配管系統内で急激な圧力変化が起きます。この圧力変化で液体が沸騰することがあります。温度による沸騰ではなく、減圧側での沸騰ですね。だからこそいったん沸騰しても圧力変化がすぐに収まって液体に戻ります。
液体と気体の変化は体積変化として圧力変動を起こすことがウォーターハンマーの現象です。ウォーターハンマーを起こしても一瞬で消滅するので、気が付きにくいのが特徴ですね。
サージング
サージングは圧力と流量が激しく周期変動を起こす現象です。サージングの原因は「特定の性能曲線を持つポンプと特定の配管系統」によります。一般化しにくいですね。サージングは流量が少ない側で起こる現象なので、バルブを絞り過ぎて起こる方向です。
ブロアーの振動問題
ブロアーも振動が起こりやすい機器ですね。
サージング
ブロアーで振動問題というとサージングです。サージングはポンプの項目でも少し紹介しましたが、ブロアーの方が起こりやすいです。
サージングは騒音という形で気が付きやすいでしょう。いつもよりも騒音が大きい!と思ったらサージングを疑いましょう。
最適な流量点で運転するより、流量が多くても少なくても騒音が大きくなる方向です。サージングとして風量が下がった場合を考えると、最適点より25%くらい風量が下がると10dBくらい騒音が上がります。これって結構な音ですので、日常的に設備の稼働状況を見ていれば絶対に気が付きます。
旋回失速
旋回失速とは、ある過渡的擾乱によって1つの翼が失速してその失速部分が良くの回転方向に一定速度で異動する現象です。何のことを言っているのか良く分かりません。
旋回失速が起きると、特定の周波数領域で騒音ピークが高くなります。旋回失速による騒音が特定の周波数を持った騒音だということです。これをいつもと違う音として誰もが認識できるかというと…結構難しいでしょう。
カルマン渦
カルマン渦とは、流れの中に物体を置いた時に物体の後ろに発生する一定の渦のことです。これは物体の形や流体の条件によって変わります。送風機では、カルマン渦により騒音が起こることがあります。
翼通過周波数(羽根枚数×回転速度)とカルマン渦の周波数が一致してしまうと、騒音が増幅されてしまいます。これをカルマン渦が原因かどうかすぐに気付くのは難しいでしょう。
回転速度を落としたら、翼通過周波数も当然変わり騒音値が変わります。これがカルマン渦との干渉なのかサージングによるものなのか、判断をすぐにするのは難しいでしょう。
偏流
吸込み口が一様でなくて傾いている状態が偏流です。吸込み口配管の直線部分が短ければ、偏流が起こり得ます。
直線部分の手前にエルボなどがあると、エルボの出口の直線部で風の流れが急に変わります。吸込み口の流速にバラつきがある場合として、平均流速よりも最大流速が50%くらい高い場合には10dBくらいの騒音が上がります。偏流を緩和するためには直管長が必要。
とはいえファンやブロアーなどの送風機では、その配管長さを取れないケースが多いです。
参考

関連記事
さらに知りたい方は、以下の記事をご覧ください。

最後に
化学プラントの振動機器を安定稼働させるには、専門的な解析よりも基本的な物理理解と定期監視が重要です。
速度・加速度・振動数の関係を知り、簡易測定器で異常傾向を早期に発見することが、最も現実的で効果的な保全手法といえます。
ブロアー・遠心分離機・ポンプなどの代表的な振動源に対して、普段から耳と感覚で変化を捉える意識を持ちましょう。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント