化学プラントで使用される充填塔は、液体とガスを効率的に接触させる重要な装置です。普段の運転では意識されにくいものの、ある条件を超えると「フラッディング」という現象が起こり、装置全体の運転が困難になります。
この記事では、充填塔におけるフラッディングの仕組み、運転条件との関係、設計や保全の際に注意すべきポイントを整理します。
バッチ系化学プラントでは塔の数が少なく、さらに注目されません。そのわりに、バッチ運転ならではのバッチ間の製品品質のズレで、トラブルの原因の1つになったりします。
この記事は、塔シリーズの一部です。
ガス吸収のために使うプラント設備4選
冷却塔の原理をかんたんに解説
充填塔の設計ステップを初心者向けに解説|液ガス接触の基本を押さえよう
塔でガスケットの片締めを起こさないために
排ガス処理塔の設計の基本的な考え方
塔を径だけで適当に決めるバッチ系化学工場
フラッディングとは
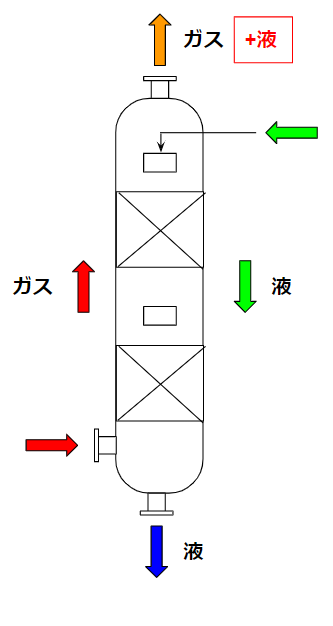
フラッディングの減少について解説します。一般に充填塔は下の図のような竪型で液とガスを接触させる方法を取ります。(向流と言います)
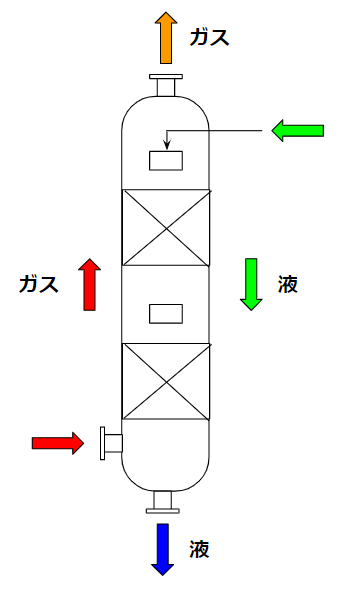
上から液・下からガスを流すことで重力・密度の差を利用して、自然に接触させる方法を取ります。結果として、ガスは最上部から排出され液は最下部から排出されます。
ここでガスと液が接触することで、反応や吸収などの現象がおきて、ガスの成分が変わります。蒸留であれば濃度の濃いガス成分になり、吸収だと濃度の薄いガス成分になると考えたらいいでしょう。
化学プランㇳで発生したガスを大気に開放させる前に、こういう充填塔を使って有害のガスを無害な状態に持っていこうとします。液とガスを長い筒の中で接触させる充填塔。液とガスの量によって流れが変わってきます。ガスの量を少しずつ上げていってみましょう。
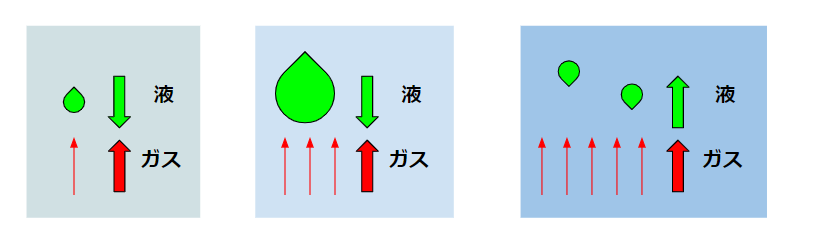
ガスの量が少ないころは液体の方がガスよりも多く流れている状態なので、液が均一に分散されながら落下してきます。小さな液滴の状態です。
ガス量が増えてくると、液体が落下しようとしてもガスが抵抗要素になります。液体も何とか落下しようとして仲間を集めて大きな液滴や液体の固まりとなって、落下しようとします。
さらにガス量が増えていくと、液体は落下するのを諦めます。落ちようとしても、ガスが許してくれません。液体は仕方なく、ガスの流れに従って上に昇っていきます。
この液の逆流現象をフラッディングと呼びます。フラッディングを起こす時点でのガス速度をフラッディング速度と言います。通常の運転ではフラッディング速度の50~70%程度で運転することが望ましいです。
フラッディング速度はいろいろな要素で決まりますが、ざっくり言うと塔径だけで決まると考えて良いでしょう。
フラッディング速度は、塔径以外にも色々な要素で決まります。液とガスそれぞれの密度・粘度・流量や充填物の大きさ・形状によって変わります。
私が扱っているような大気圧下で空気や水を対象にする場合には、これらの要素はほとんど効いてきません。
圧力損失
塔内の圧力損失は、直管を流れるガスの抵抗・充填物の隙間をガスが通り抜ける抵抗・液と接触するときの抵抗、などの要素からなります。
フラッディングを起こす段階だと圧力損失はとても高いと認識しておきましょう。フラッディングを起こさない範囲内では、圧力損失は高くはありません。
システムとしての設計
充填塔の設計では充填塔そのものだけを見ていたら良いというわけではありません。システムとしては以下の要素は考えておかないといけません。
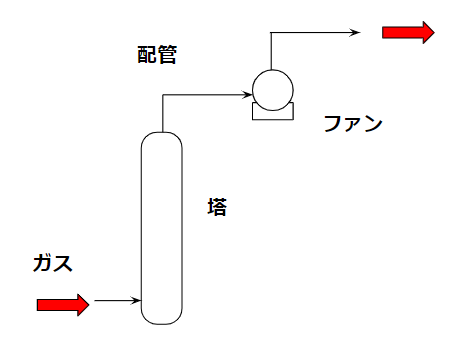
塔以外に配管・ファン・ガス発生量を考えることになります。
配管
配管は圧力損失の問題です。塔内でフラッディングが起きるかどうかを考える段階では、配管内の圧力損失が課題になることも多いです。
配管口径が小さくて配管内だけで圧力損失が出すぎてしまうから、ファン能力で流せるガス量の限界があり、塔内でフラッディングを起こすまではいかない。こういう場合があります。
逆に配管をいっぱい集めて充填塔に接続した場合は、ここの配管の圧損は小さくても、充填塔内でフラッディングを起こすことがあります。最終除害塔のように多くのガスが集合する場合は要注意です。
ファン
ファンも圧力損失という点では同じです。
ファン能力が小さい場合は、配管口径が小さい場合と同じで、フラッディングを起こすことまではいかない可能性があります。
運転し始めてから、思ったよりもガスが流れない・・・?って問題が起きたときに、ファンだけを能力アップしがちです。
配管や充填塔のサイズがあっておらず、圧力損失が付いてフラッディングまではいかない、ということもあります。
ガス発生量
ガス発生量そのものが大きい場合は、配管や充填塔の圧力損失に加えて、発生源が圧力容器に該当するなどもっと根が深い問題が起きえます。危険です。
プロセス開発段階で最適な設計がされますので、生産能力を上げたいなどのニーズで、負荷を上げる場合にはシステム全体をちゃんとチェックするようにしましょう。
ミストの存在
フラッディングの問題を考えると、充填塔の出口がガスだけということに違和感を覚えるでしょう。
実際にフラッディングよりも低い速度で運転しても、ガス中には液が含まれます(ミストという形で)。フラッディングが起きれば、もっと多量の液が流れていきます。
少し脱線しますが、例えばタンク循環で充填塔に散水している場合は、フラッディングが起きればタンク内の液はすぐに少なくなっていくので、そこで気が付くかもしれないですね。
フラッディングが起きない点で運転するから、ミストは考慮しなくていいと簡単に考えていると、ファンなどにミストが到達して運転できなくなります。
デミスタなどで対策は取っておきましょう。
その他の注意
フラッディングについていくつか注意点をあげます。
充填物の飛び跳ね
フラッディングが起きるくらいのガス量はとても大きな風量と考えましょう。この時、充填物はガスに押されるように浮き上がろうとします。
多量の充填物を敷き詰めるので全体が動くということはありませんが、最上部の充填塔は浮こうとします。結果、フィードパイプ上に充填物が乗っていたということも。
フィードパイプの外れ
フラッディングが起きるくらいの大きなガス量だと、フィードパイプ自身が外れる可能性もあります。もっと少ないガス量でもフィードパイプは外れる恐れがあります。特にねじ込み継手だと要注意です。
ガスが少ない時
フラッディング速度の50~70%での運転が望ましいので、仮にガス量が少ない場合はどうしましょうか。
この場合は、充填塔の入口に空気を取り入れる口を付けておくと良いでしょう。バルブの開閉で空気量を調整します。それなりの口径がある方が流量調整がしやすいので、バタフライバルブが理想的ですね。
参考
フラッディングのような化学工学的な知識は、化学工学として勉強するのが良いですが
プラントの機電系エンジニアは以下のような本から入るのも1つの手です。

関連記事
さらに知りたい方は、以下の記事をご覧ください。
![]()
最後に
充填塔のフラッディングは、液がガス流に押し戻されて塔外に同伴される現象です。
- 運転はフラッディング速度の50~70%を目安にする
- 圧力損失やシステム全体のバランスを確認する
- ミストや充填物の飛散、配管の外れといった副次的リスクにも注意する
塔の安定運転には、設計段階からシステム全体を見渡すことが不可欠です。
化学プラントの設計・保全・運転などの悩みや疑問・質問などご自由にコメント欄に投稿してください。(コメント欄はこの記事の最下部です。)
*いただいたコメント全て拝見し、真剣に回答させていただきます。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント