
In chemical plants, weld quality is directly linked to safety and reliability. However, as a mechanical or electrical engineer, you may not have the time to master welding technology in depth.
That said, penetrant testing (PT)—also known as color check—is one inspection method you will encounter frequently. So instead of going too deep, this article focuses on the essential points you should understand for practical use.
For reference, PT stands for Liquid Penetrant Testing.
Essential Welding Knowledge for Chemical Plant Engineers: A Practical Guide
Five Reasons Acetylene Is Chosen and Key Handling Precautions [For Chemical Plants]
Welding Repair Methods: A Beginner’s Guide to Choosing the Right Technique
What Is Penetrant Testing (PT)?
Penetrant testing is a non-destructive testing (NDT) method used to make invisible surface defects visible.
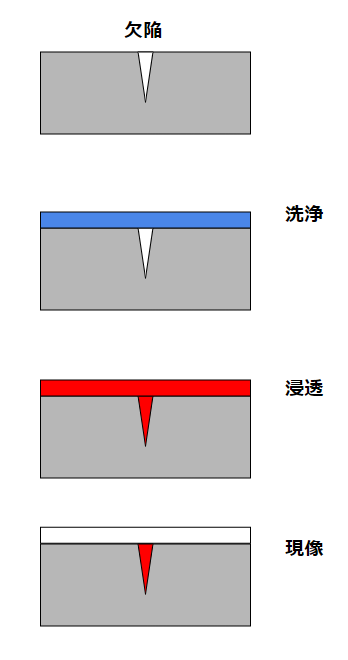
Imagine a small crack on a metal surface that cannot be seen with the naked eye. PT makes this defect visible by using three types of chemicals:
- Cleaner
- Penetrant
- Developer
First, the surface is cleaned to remove contaminants. Then, the penetrant is applied and allowed to seep into surface-breaking defects. After a certain dwell time, excess penetrant is removed, leaving only the penetrant trapped inside defects. Finally, the developer draws the penetrant back to the surface, making the defect clearly visible.
Although the principle is simple, understanding the basics is usually sufficient for field engineers.
Chemical Characteristics You Should Know
From a chemical plant perspective, it is worth paying attention to the properties of the liquids used in PT. Let’s briefly look at typical examples such as FR-Q (cleaner), FP-S (penetrant), and FD-S (developer).
Cleaner (FR-Q)
The cleaner mainly consists of n-heptane (50–60 wt%), along with propellants.
Key properties include:
- Boiling point: ~98°C
- Flash point: -7°C
- Explosive range: 1.1–6.7 vol%
The low flash point is critical. It allows the cleaner to evaporate quickly after use, which is ideal for surface preparation. However, it also means high flammability risk.
Using cleaner near hot work such as welding can easily lead to ignition. Even inspecting a weld that has not cooled down yet can be dangerous.
Proper PPE (gloves, goggles, boots), ventilation, and explosion-proof equipment are essential—especially in confined spaces like tanks.
Penetrant (FP-S)
The penetrant mainly contains esters and mineral oil, with a flash point above 70°C.
Unlike the cleaner, it should not evaporate quickly. Instead, it must penetrate fine surface defects effectively. Therefore, low viscosity (e.g., ≤4 mm²/s at 38°C) is important.
If the viscosity is too high, the penetrant cannot reach inside small defects.
Developer (FD-S)
The developer typically contains ethanol and n-heptane.
It has a low flash point (around -7°C), similar to the cleaner. The role of the developer is to draw out the penetrant from defects and make them visible.
Because alcohol is used, the surface can be easily cleaned with water after inspection.
What PT Cannot Detect
Although PT is widely used due to its simplicity, it is important to understand its limitations.
PT can only detect surface-breaking defects. It cannot detect:
- Internal defects inside welds
- Extremely fine defects beyond detection capability
- The depth of a defect
In practice, PT is often used as a quick check after welding to confirm that there are no visible surface cracks.
However, for internal defects or thickness loss, other methods such as radiographic testing (RT) or ultrasonic testing (UT) are required.
Final Thoughts
Penetrant testing (PT) is a simple yet powerful inspection method for detecting surface defects in welds.
It works by combining cleaner, penetrant, and developer to visualize otherwise invisible flaws. However, since these chemicals include hazardous substances such as heptane and alcohols, proper handling and safety precautions are essential.
For chemical plant engineers, understanding both the capability and the limitations of PT will help you make better decisions in inspection, maintenance, and field operations.
About the Author – NEONEEET
A user‑side chemical plant engineer with 20+ years of end‑to‑end experience across design → production → maintenance → corporate planning. Sharing practical, experience‑based knowledge from real batch‑plant operations. → View full profile
Comments