对于在化工厂工作的机械工程师和设备人员来说,焊接可能并非您的专长。然而,焊接基础知识对管道设计、维护和故障排查至关重要。
本文以实用且易懂的方式,介绍您应了解的焊接类型、注意事项以及现场常见问题——即使您不是焊接专家也能理解。不需要全部记住,但了解焊接知识的整体范围和深度是一个良好的起点。
焊接修复方法入门指南:如何选择合适的焊接技术(5个判定条件)【焊接/修复】
乙炔为何被选用的5个理由及其使用注意事项【面向化工厂】
渗透探伤检测(PT)如何用于焊接缺陷检查:化工装置工程师的实用理解
焊接类型
常见焊接类型包括:
- SMAW – 手工电弧焊
- GTAW – TIG 焊
- Plasma Arc Welding – 等离子弧焊
- MIG – 金属惰性气体焊
- MAG – 金属活性气体焊
- FCAW – 荧光芯电弧焊
- SAW – 埋弧焊
其中,SMAW(钢材) 和 GTAW(不锈钢) 是化工厂中最常用且必需掌握的焊接方法。
手工焊与气体保护焊
- SMAW 使用涂覆电极防止空气污染。
- GTAW 使用外部气体屏蔽(通常为氩气)。
两者均可防止空气中的氧气和氮气对焊缝的污染。
手工、半自动与自动焊
- 手工焊:全程由人工操作。
- 半自动焊:机器自动送丝,人工引弧。
- 自动焊:全程由机器完成,通常用于大型储罐。
自动焊可减少对高级技能的依赖,同时保证焊缝质量的一致性。
焊缝设计
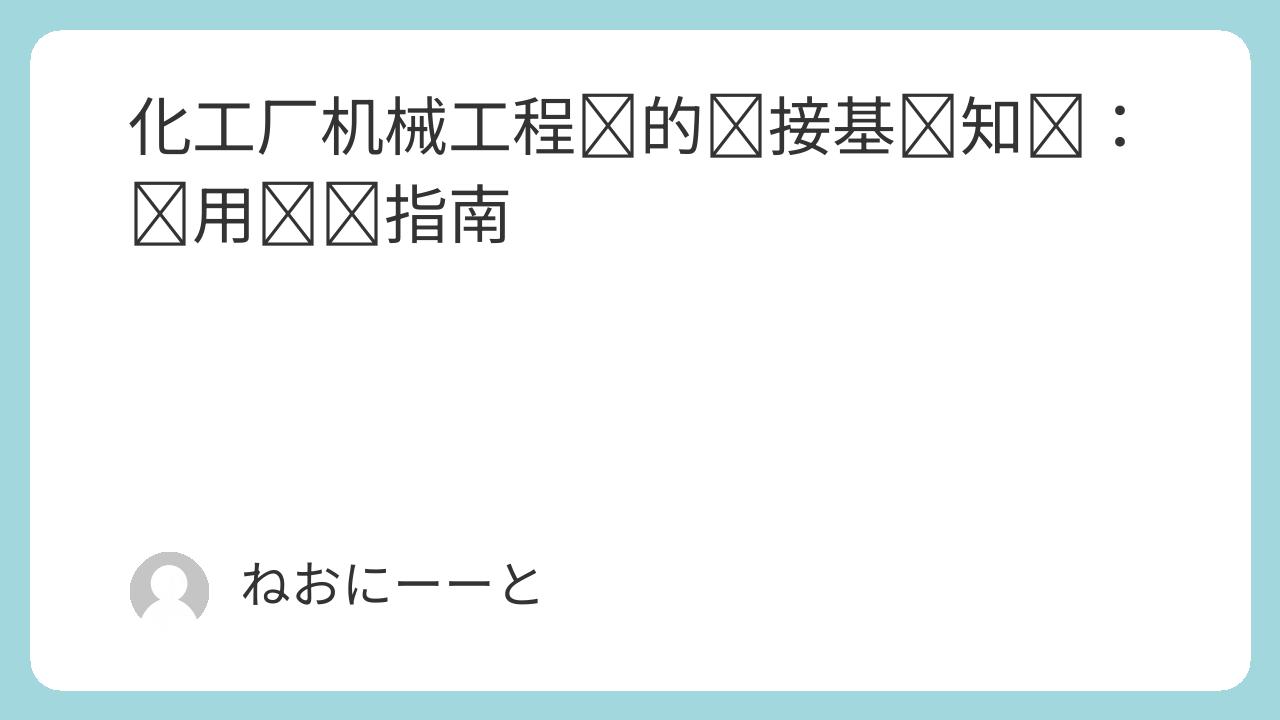
- 对接焊:边对边连接金属,常用于储罐。
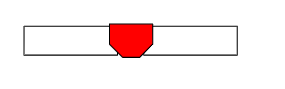
- 角焊:金属呈直角连接,常用于管口或法兰。
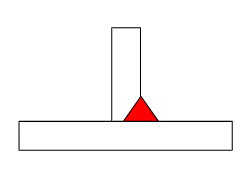
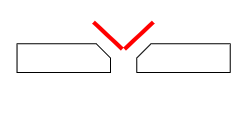
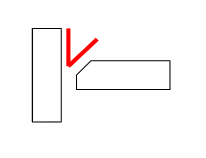
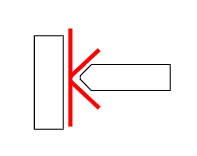
- 焊缝形状:I, V, L, K
- I/V = 对接焊
- L = 直角角焊
- K = 厚板角焊
焊缝厚度 应等于或大于母材厚度以保持强度。角焊缝中,喉厚表示焊缝厚度。
WPS 与 PQR
- WPS(焊接工艺规程):焊接操作说明。
- PQR(工艺性能试验记录):验证焊接方法可行的试验记录。
PQR 在样件上进行测试,WPS 则用于实际生产焊接。之后通过无损检测确认焊缝质量。
常见焊接缺陷
- 气孔
- 熔渣夹渣
- 焊透不足
- 焊缝咬边/搭接
- 裂纹(低温/高温)
预防方法:选择适当材料、保持焊条干燥、姿势正确、合理设计坡口形状和焊接顺序。
热影响与焊后处理
焊接会对金属周围区域(热影响区)产生热影响,尽量避免在此区域返修。
- 退火/正火/回火:控制冷却速率以避免金属强度降低。
不锈钢敏化
- 奥氏体不锈钢含有 C、Cr、Ni,焊接时 C 会与 Cr 或 Fe 反应生成晶界沉淀。
- 使用 低碳等级(SUS304L, SUS316L) 可降低风险。
- 焊条应略高于母材的 Cr/Ni 含量。
健康与安全
- 电弧眼:佩戴防护面罩。
- 电击:正确接地焊接设备。
- 火灾/爆炸:避免在易燃气体或液体附近产生火花。
结论
焊接知识对化工厂机械工程师至关重要——并非为了成为焊接专家,而是为了在设计、维护和安全方面具备基础认知。重点掌握主要焊接类型(SMAW 和 GTAW)、基本设计原则、常见缺陷及安全注意事项。
作者简介 – NEONEEET
在化工行业工作20年以上,作为用户侧工程师贯通经历了设计 → 生产 → 设备保全 → 企划的全流程。 专注分享真正能在现场使用的批量化工实务知识。 → 查看完整简介
评论