ナンバリングアップという単語があります。ナンバリングアップは化学工場などで反応器のサイズアップをするのではなく複数台ならべることです。この考えは、プラント建設やプラント運営など長期的な影響を及ぼす非常に大事な要素です。
典型的な反応方法
ナンバリングアップを開設する前に、バッチ運転の典型的な反応を見てみましょう。基本的には以下のようなルートで反応が進みます。
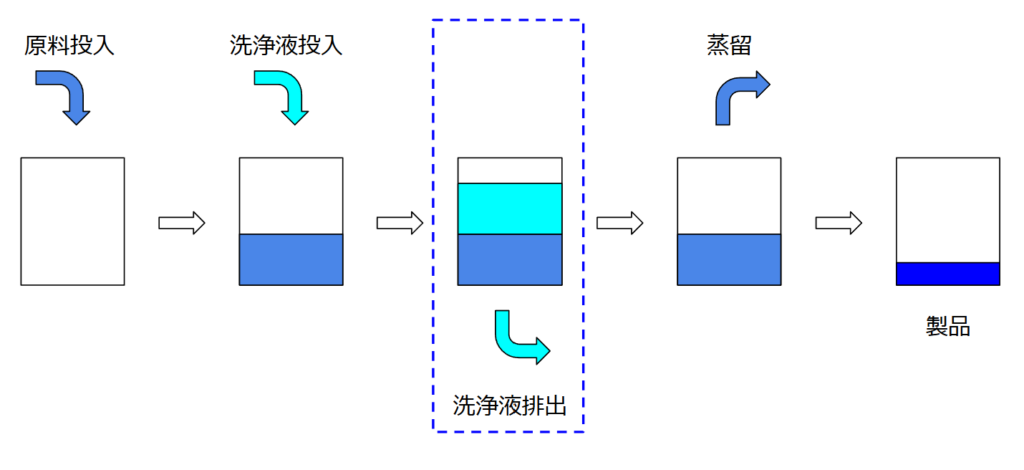
バッチ運転なので複数の反応器を物が転々と移動していきます。最初は空の反応器(左から1つ目の状態)に原料を投入します。ここで反応が進みます(左から2つ目の状態)。反応が終わったら製品が出ると勘違いしがちですが、この後でいくつかの処理を行います。
1つ目の処理が洗浄。水や油などを使って反応液を洗浄します(左から3つ目の状態)。洗浄液は基本的には反応液とほぼ同量となることが多いです。洗浄後の液は排出して回収したり処分したりします。
2つ目の処理が蒸留。反応時には目的物に対して溶媒が多めに入っていることが多いです。例えば反応性や伝熱性など反応を有利に進めるために溶媒を多く入れていても、製品としては不要であることが多いです。液量が多いだけでも単純に容量を圧迫するので、運搬で不利になります。液体は不要で固体にするためにろ過乾燥をしたりしますが、ここでは省略します。
反応の数は製品によって変わりますし、品質によっては洗浄の数が増えたりします。工程の自由度があり、複数の反応器を繋いで運転するのが、バッチ運転の特徴です。
反応器容量と切替生産
バッチ運転の方法に対して、設備面では少し違った見方をします。例えば、4,000L(4m3)の反応器を複数個繋いで運転する製品Aの運転を考えましょう。
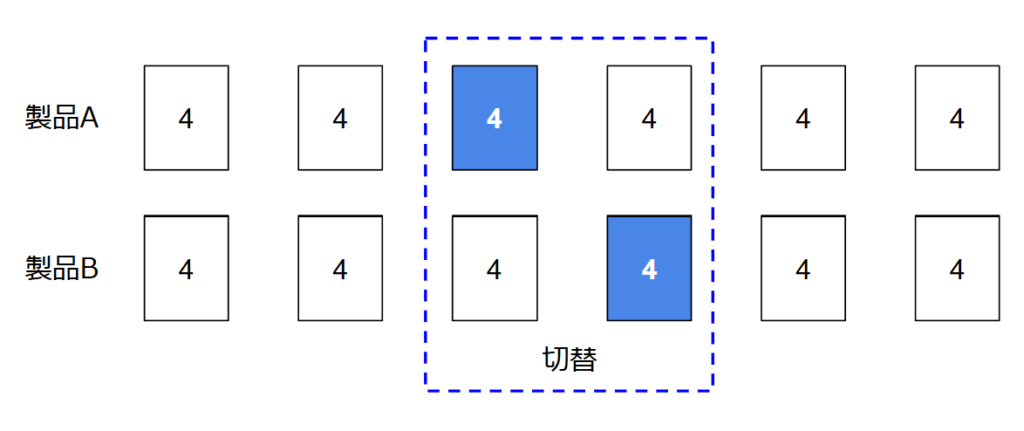
製品Aでは便宜的に6つの4,000Lの反応器を使うとします。上述のバッチ運転の典型パターンを考えると、4,000Lの容量限界近くまで使っているのは例えば1つの容器だけかもしれません(左から3つ目)。残りの反応器は2,000L以下の小容量で使っていることを意味します。
バッチ運転の場合は、切替生産を考慮したマルチパーパスの設備を考えるので、大多数の反応器が小容量であっても問題ないと考える場合が多いです。他製品ではその容量の限界まで使う可能性があるからです。
では、別の製品Bを考えましょう。製品Aと同じパターンで運転できるなら問題ないですが、大抵の場合は少し勝手が違います。洗浄や反応の数が変わるだけで、最大容量の反応器の位置が変わるかもしれません(左から4つ目)。
最大容量となる反応器の位置が変わりえるのが、切替生産の特徴です。例えば最大容量の反応器にだけ特別な設備と連結していた場合は、位置が変わることでその設備との連携を変えるなど何かしらの工事が必要となります。今回の例なら分液が必要なので密度計やサイトグラスや窒素などのブロー設備が対象となります。
コストミニマムの設計例
バッチプラントっぽくはありませんが、マルチパーパスではなくコストミニマムの設計をあえて考えましょう。この思考がナンバリングアップにつながります。
製品Aでは左から3つ目、製品Bでは左から4つ目が、それぞれ最大容量となるので、その箇所だけと4,000Lにして、残りの反応器はすべて2,000Lとしてみます。
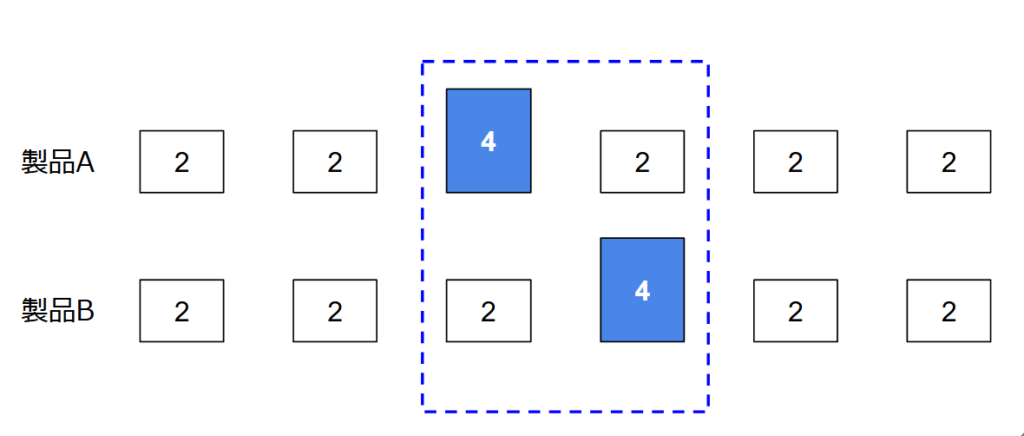
こうすると、ほぼすべての反応器が最大容量で使えるので、設備能力を最大限利用しているという綺麗な表現が可能です。ただし、製品Aと製品Bを同じルートで配管を繋いで運転することができなくなるので、製品Aと製品Bで配管の接続を切り替える必要があります。これが一般には「切替」と呼ばれ、バッチ運転の稼働を止めて一定期間を使って行います。
製品の数が増えるほど、切替やその環境を整えるための工事に膨大な費用が必要となります。バッチプラントでマルチパーパスで使えるはずなのに、コストが常に発生する。適切なプラント設計をしないと、長期的には弱点となりえる要素がここにあります。建設時はリーズナブルな価格で生産ラインを導入できたとしても、長期経過後に別製品を導入しようとしたら、もっと安価な場所で建設できる可能性があり、元のプラントには導入されなくなります。この結果、プラントを長期維持することができずに廃棄となります。
ナンバリングアップの例
反応が変わっても使用容量を最大化しつつ、切替のコストも最小化する方法として、ナンバリングアップがあります。
ナンバリングアップでは容量を増やさずに個数を増やすという考えで行います。したがって、製品Aでは左から3つ目が4,000L、製品Bでは左から4つ目が4,000L分の液量を確保する必要があります。これを2,000Lの反応器2つで確保することを考えます。
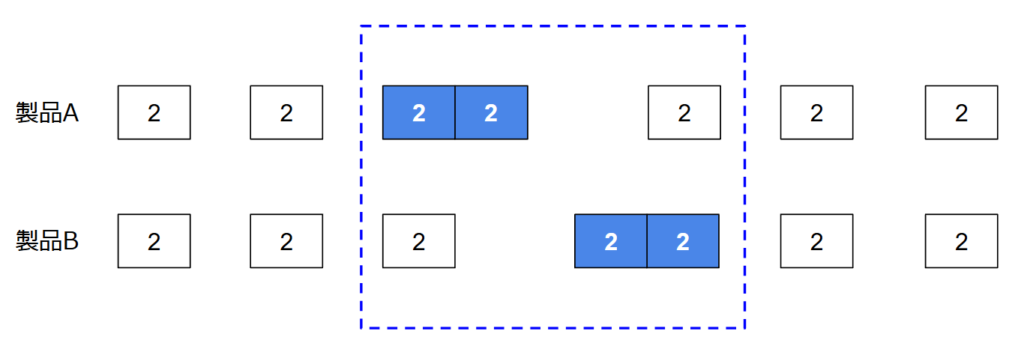
こうすると、2,000Lの反応器の数が7つ必要になり数自体は増えますが、容量は2,000Lで統一できます。容器の数が増える分だけ故障のリスクが増えますが、切替の自由度が増えます。別の製品を導入する場合のコストも下がる可能性があります。
ナンバリングアップは製品の特性やプラントの特性にもよるので一概に言える正解はありませんが、発想自体はとても重要です。もともとあるプラントの増改築をしているだけでは気が付きにくいので、プラント建設や合理化に携わる必要があると思っています。
最後に
ナンバリングアップは、単に設備を小型化して並べる考え方ではありません。切替生産を前提としたバッチプラントにおいて、設備の柔軟性と長期的な運用性を高めるための設計思想です。
初期建設費だけを見ると大型設備の方が有利に見える場合があります。しかし、製品追加や設備改造まで含めて考えると、小型設備を組み合わせる方が長期的なメリットを得られるケースも少なくありません。
ナンバリングアップは、その将来性を考える上でぜひ知っておきたい設計の考え方の一つです。
この記事の内容を、あなたの職場・キャリアに合わせて整理したい方に技術・キャリア相談を行っています。海外プラント、製造管理、組織の病理、キャリア停滞など、あなたの状況に合わせて具体的にアドバイスします
→ 技術・キャリア相談はこちら
【著者:ねおにーーと】
化学プラントで20年以上、設計→製造→保全→企画まで一気通貫で経験したユーザー側エンジニア。 バッチプラントの設備・運転・トラブル対応を中心に、現場で本当に役立つ知識を発信しています。 → 詳しいプロフィールはこちら
コメント